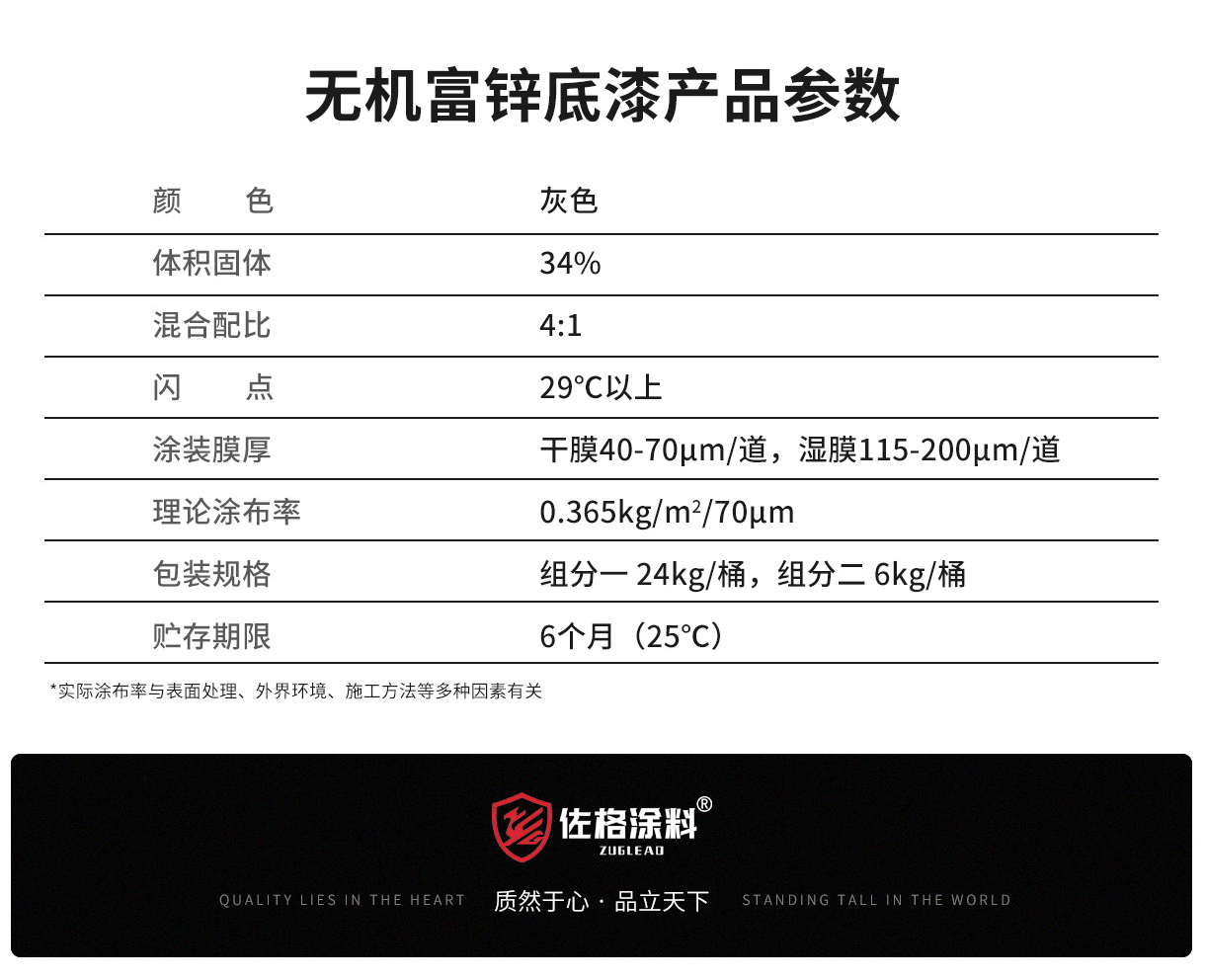
醇溶无机富锌底漆是以烷基硅酸酯为基料的醇溶性无机防腐涂料。
特性及用途/Features and uses
本产品具有阴极保护,电化学防腐特性;优良的耐冲击性、耐磨性;耐有机溶剂性能;优良的耐热性;漆膜可耐焊接操作,热处理烧损少;优异的附着力。
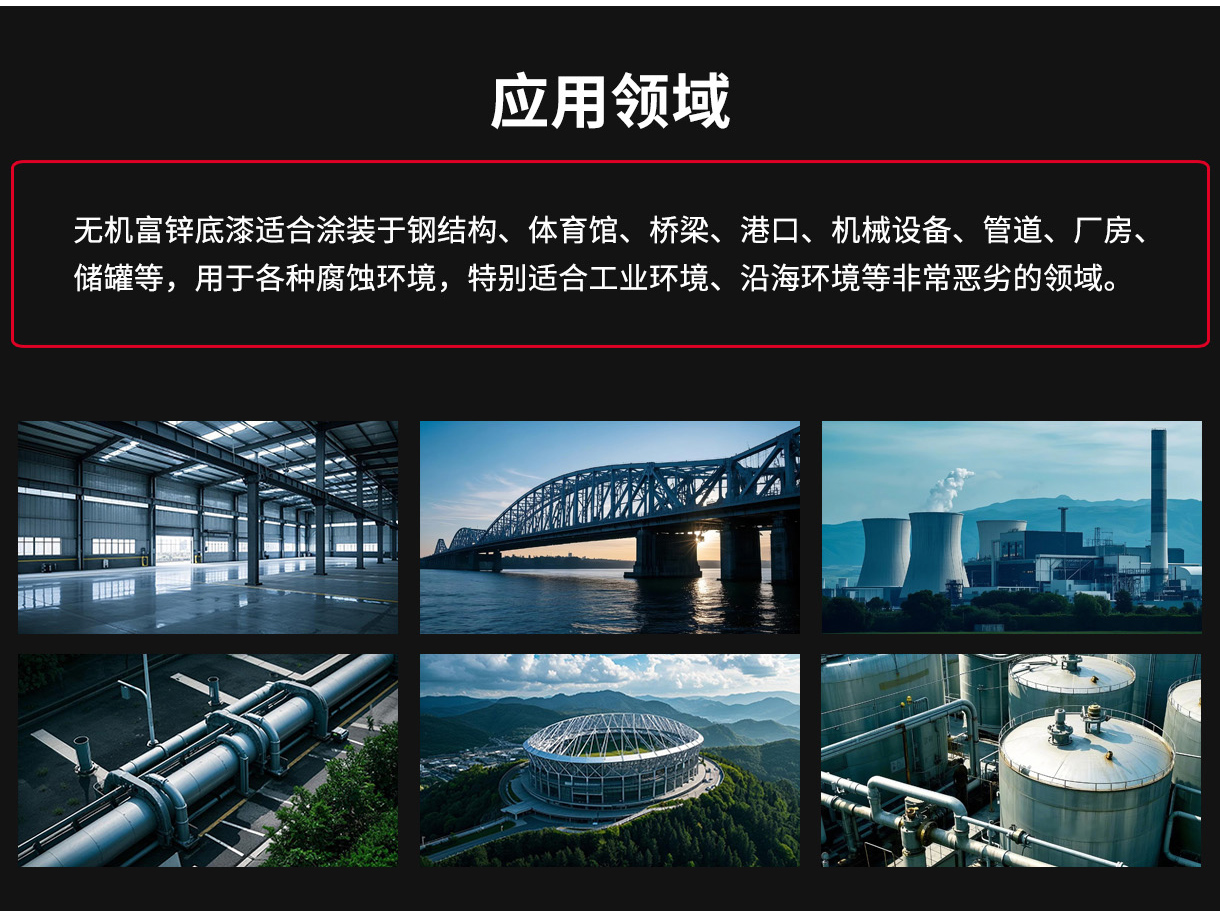
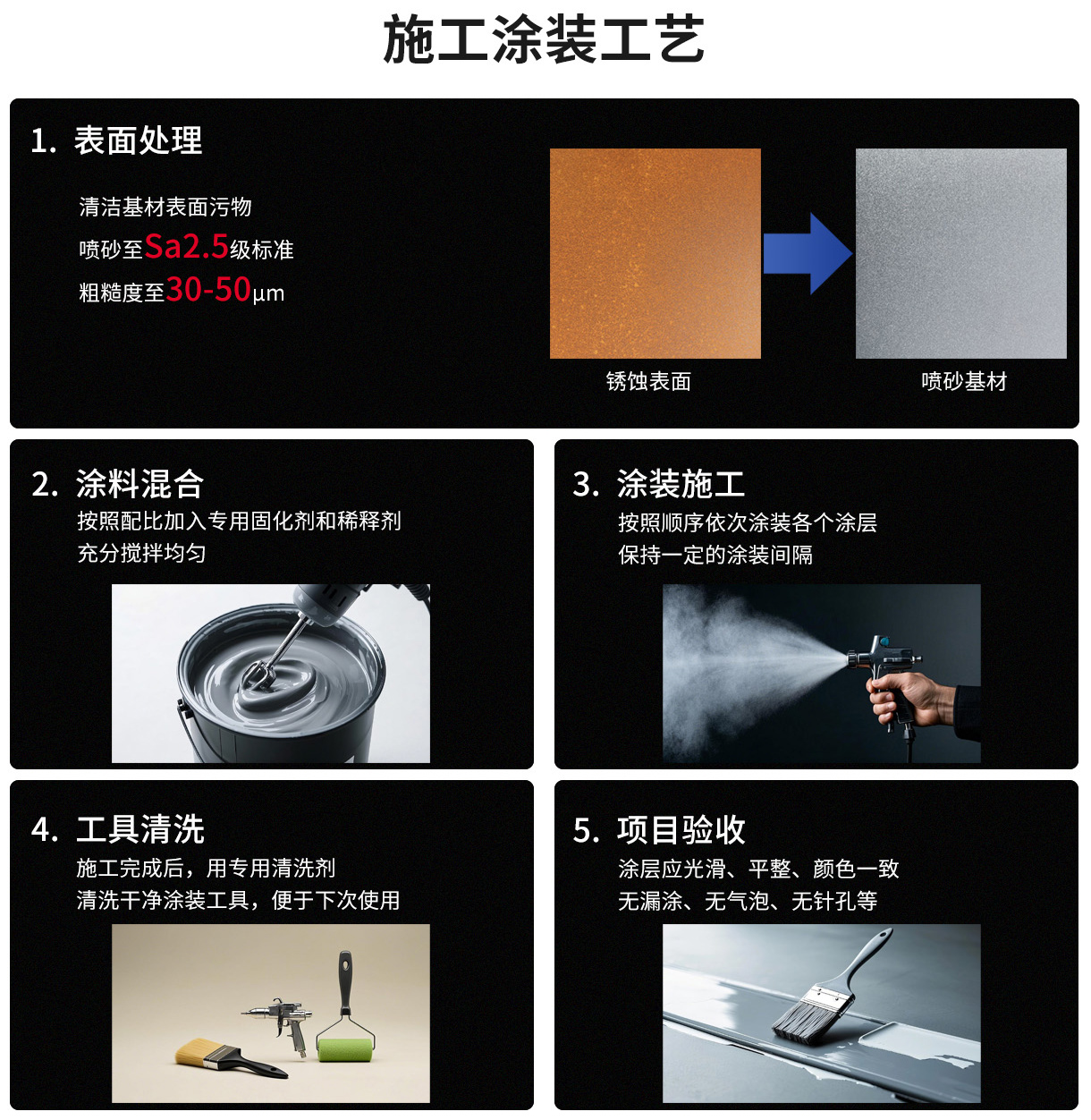
该漆用于经过喷砂或抛丸处理后的钢结构涂装,适用于桥梁、建筑、厂房、港口、管道、储罐、机械、设备等设施。

 津公网安备12011602001475号
|营业执照
|危险化学品经营许可证
|网站导航
|法律声明
津公网安备12011602001475号
|营业执照
|危险化学品经营许可证
|网站导航
|法律声明